En Ruberte Tratamiento de Aguas, trabajamos con soluciones eficientes para el tratamiento industrial del agua. Una de las piezas más discretas —pero absolutamente esenciales— en una planta de ósmosis inversa es la bomba dosificadora.
¿Qué es una bomba dosificadora?
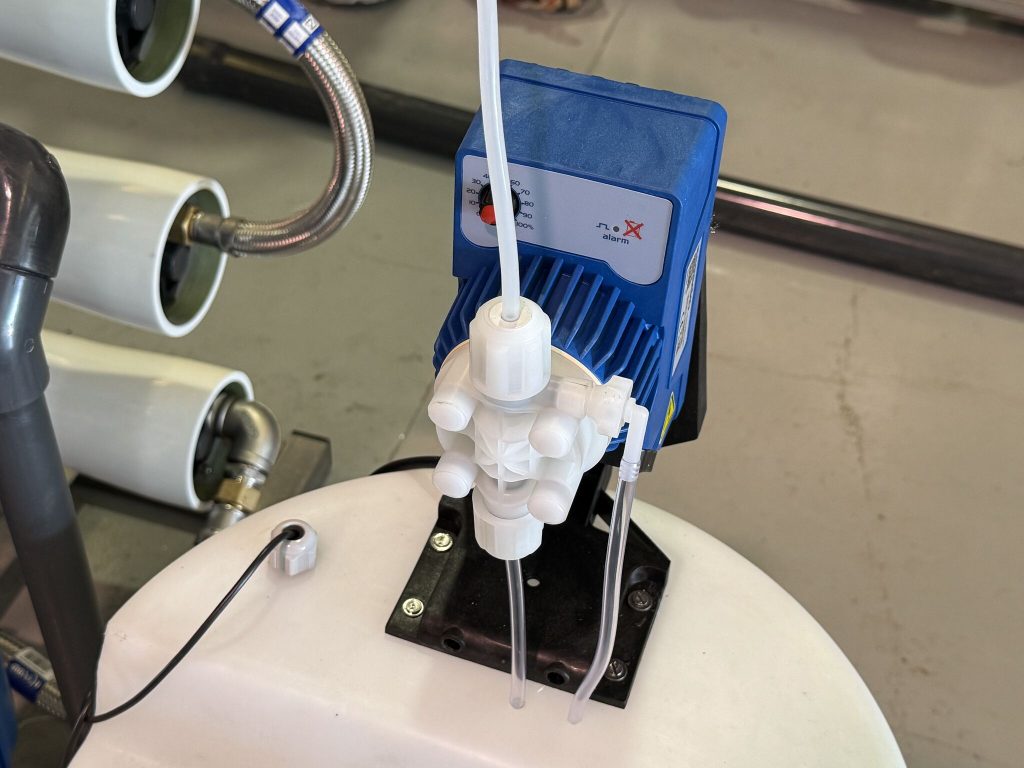
Una bomba dosificadora es un equipo diseñado para inyectar productos químicos de forma precisa y controlada en el caudal de agua. En sistemas de ósmosis inversa, estas bombas juegan un papel fundamental en el pretratamiento y en la protección del sistema.
¿Para qué sirve en una planta de ósmosis inversa?
La calidad del agua de entrada a las membranas de ósmosis inversa es determinante para su rendimiento y durabilidad. Las bombas dosificadoras permiten aplicar productos que protegen, estabilizan y desinfectan el agua antes de que entre en contacto con las membranas.
Algunos productos habituales que se dosifican:
- Antincrustantes: Impiden que las sales minerales formen incrustaciones en las membranas.
- Reguladores de pH: Ajustan el pH para que el sistema funcione de forma óptima y estable.
- Biocidas: Previenen el crecimiento de bacterias que podrían generar biofouling.
- Hipoclorito sódico: Se usa en el pretratamiento para desinfectar el agua bruta antes de la entrada al sistema.
¿Qué ventajas ofrece su instalación?
- Mayor vida útil de las membranas: al evitar incrustaciones, oxidaciones y contaminaciones biológicas.
- Protección de toda la instalación: desde bombas hasta filtros y membranas.
- Optimización del rendimiento: el sistema trabaja con mayor eficiencia y menor consumo energético.
- Automatización: permiten dosificación continua, ajustable y segura, minimizando errores humanos.
¿Cómo se integran en una planta?
Estas bombas se instalan generalmente en el módulo de pretratamiento de la instalación, junto a un depósito de reactivos y un sistema de control. Pueden trabajar conectadas a un sistema SCADA o PLC, lo que permite controlar y monitorizar su funcionamiento a distancia.
Casos de uso en Ruberte
En Ruberte Tratamiento de Aguas hemos instalado bombas dosificadoras en todo tipo de proyectos industriales, desde plantas agroalimentarias hasta industrias químicas. Nuestra experiencia nos permite seleccionar el equipo adecuado y ajustar las dosis para cada aplicación.
Además, ofrecemos servicio técnico, mantenimiento preventivo y asesoramiento en la elección de productos químicos compatibles con las membranas de ósmosis.
Conclusión
Si estás diseñando o mejorando una planta de ósmosis inversa industrial , no subestimes el valor de una bomba dosificadora bien calibrada. Es una inversión que protege tu sistema, reduce costes operativos y mejora la eficiencia global del tratamiento.
¿Quieres saber cuál es la mejor bomba dosificadora para tu instalación? En Ruberte Tratamiento de Aguas te ayudamos a dimensionar y seleccionar el equipo más adecuado.
me ha parecido muy interesante cómo se explica el papel de la bomba dosificadora en ósmosis inversa industrial, porque deja claro por qué la dosificación controlada de productos (antiincrustantes, biocidas o correctores de ph) es clave para proteger membranas, mejorar el rendimiento y reducir paradas y costes de mantenimiento. saludos.